 Monobloc Heat Pump DC Inverter a+++ Monoblock System Air to Water Heat Pump for Heating Heat Pump System
Monobloc Heat Pump DC Inverter a+++ Monoblock System Air to Water Heat Pump for Heating Heat Pump System
 OEM ODM Obm Home Heating and Cooling Dhw Air to Water Heat Pump Photovoltaic PV Panel Connection HVAC System R32 Heat Pump
OEM ODM Obm Home Heating and Cooling Dhw Air to Water Heat Pump Photovoltaic PV Panel Connection HVAC System R32 Heat Pump
 Propane Heat Pump Energy Saving R290 Heat Pump System for Household Heating and Cooling Hot Water Floor Heating
Propane Heat Pump Energy Saving R290 Heat Pump System for Household Heating and Cooling Hot Water Floor Heating
 Propane Heat Pump High Efficiency R290 Heat Pump for Home Heating and Cooling Hot Water Floor Heating
Propane Heat Pump High Efficiency R290 Heat Pump for Home Heating and Cooling Hot Water Floor Heating
 Germany Poland Pompa Ciepla Heating Warmepumpe Air Source Heat Pump Evi DC Inverter Monoblock Air to Water Heat Pump
Germany Poland Pompa Ciepla Heating Warmepumpe Air Source Heat Pump Evi DC Inverter Monoblock Air to Water Heat Pump
 China OEM ERP a+++ Cold Climate Residential Heat Pump for Heating System Air Source Heat Pump Heating/Cooling/Domestic Hot Water
China OEM ERP a+++ Cold Climate Residential Heat Pump for Heating System Air Source Heat Pump Heating/Cooling/Domestic Hot Water
 Air to Water Heat Pump R290 for House DC Inverter Monoblock Heating Cooling Hot Water Air Source Heat Pump OEM
Air to Water Heat Pump R290 for House DC Inverter Monoblock Heating Cooling Hot Water Air Source Heat Pump OEM
 Sunrain Factory R290 Evi Full DC Inverter WiFi Monoblock Heat Pump
Sunrain Factory R290 Evi Full DC Inverter WiFi Monoblock Heat Pump
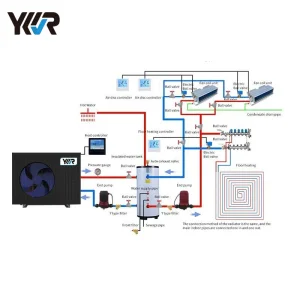
The global heat pump market is witnessing a paradigm shift as the world moves toward aggressive decarbonization. Water to Water heat pumps (W2W HP) have emerged as the most efficient thermal technology in the industrial and large-scale commercial sectors. Unlike air-source systems, water-source technology leverages the stable temperature of ground water, geothermal loops, or industrial waste water to achieve significantly higher Coefficients of Performance (COP).
In Europe and North America, strict energy regulations like the EU's "Fit for 55" package are driving massive adoption. W2W systems are now the standard for district heating networks, high-end commercial complexes, and carbon-neutral manufacturing facilities. As a leading manufacturer in China, we are at the forefront of this transition, exporting high-stability systems that meet the rigorous technical standards of the global market.
Global Market Reach: Over 50 Countries Served
Transitioning from R410A to R32 and R290 (Propane) to minimize GWP (Global Warming Potential) and comply with international F-gas regulations.
Real-time monitoring via WiFi and Cloud platforms, allowing for predictive maintenance and optimized energy consumption through AI algorithms.
Advancements in EVI (Enhanced Vapor Injection) technology allow heat pumps to operate efficiently in ambient temperatures as low as -35°C.
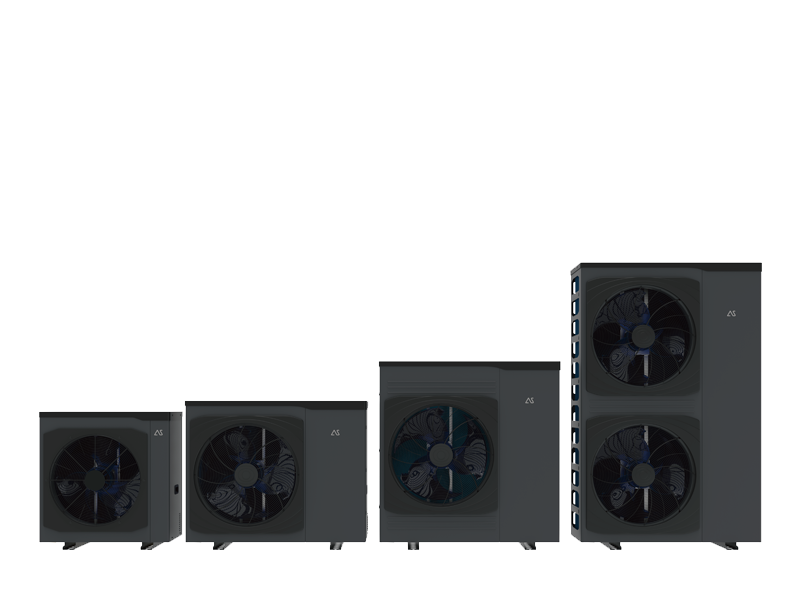
Global buyers prioritize three core factors: Reliability, Certification, and Support. Our W2W systems are engineered with world-class components (Sanyo/Mitsubishi compressors, Wilo pumps) and carry full CE, ERP, and ISO certifications to ensure seamless integration into international projects.
Guangdong Retro Pumps Co., Ltd. is a professional technology enterprise specializing in the research, development, manufacturing, and sales of advanced heat pump systems. The company is dedicated to creating sustainable and eco-friendly living environments by delivering energy-efficient, intelligent, and low-carbon heating and cooling solutions to global customers.
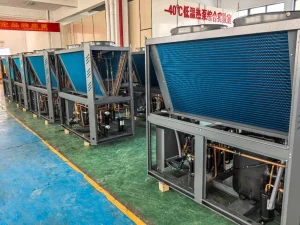
Founded in 2022 and headquartered in Foshan, Guangdong Province, Retro Pumps has rapidly developed into a modern and innovative manufacturer. The company is equipped with state-of-the-art facilities, including advanced water system laboratories, environmental simulation testing rooms, pilot production workshops, electrical assembly lines, and comprehensive supporting production units. These facilities ensure strict quality control and continuous product innovation.
Retro Pumps is driven by a highly experienced leadership team whose members come from Fortune 500 companies and leading enterprises in the HVAC and renewable energy industries. With strong technical expertise and access to extensive industry resources, the company maintains a solid foundation for technological advancement and sustainable growth.

Enterprise Strategy: As a professional heat pump supplier and service provider, Retro Pumps is committed to delivering low-carbon, intelligent, and high-efficiency products while building long-term partnerships with customers worldwide.
Enterprise Vision: To collaboratively create eco-friendly living environments and contribute to a greener, more sustainable future through innovative thermal energy solutions.
Core Values: Innovation, Quality, Sustainability, and Customer-Centric Service.
Located in Foshan, the heart of HVAC manufacturing, we utilize localized supply chains to provide high-quality components at competitive factory prices.
Continuous investment in inverter-driven systems and smart control solutions ensures our products lead the market in technical specifications.
From design to production and branding, we provide comprehensive support for global distributors looking to launch their own product lines.
 R32 Eco-Friendly Evi Commercial DC Inverter Air to Water Heat Pump
R32 Eco-Friendly Evi Commercial DC Inverter Air to Water Heat Pump
 20kw R32 Monoblock DC Inverter Air to Water Heat Pump Built-in DC Circulation Pump
20kw R32 Monoblock DC Inverter Air to Water Heat Pump Built-in DC Circulation Pump
 R32 Heat Pump Ideal for Eco-Friendly Living Low Carbon Heat System
R32 Heat Pump Ideal for Eco-Friendly Living Low Carbon Heat System
 R290 Monoblok Air Source Heat Pump Consumer Electronics Heat Pump Water Heaters
R290 Monoblok Air Source Heat Pump Consumer Electronics Heat Pump Water Heaters
 Latest Design Scroll Compressor Heat Pump Inverter Split Type R32 Heat Pump Split Air Conditioner
Latest Design Scroll Compressor Heat Pump Inverter Split Type R32 Heat Pump Split Air Conditioner
 Commercial & Industrial Monoblock Heat Pump for Swimming Pool SPA Farm Pond Hot Spring 60º C Water Outlet Air Source SPA Heat Pump
Commercial & Industrial Monoblock Heat Pump for Swimming Pool SPA Farm Pond Hot Spring 60º C Water Outlet Air Source SPA Heat Pump
 High Smart WiFi Evi DC Inverter Air to Water Heat Pump for Heating Cooling -35 Deg C Working
High Smart WiFi Evi DC Inverter Air to Water Heat Pump for Heating Cooling -35 Deg C Working
 15kw Monoblock Heatpump Evi DC Inverter R32 Heating Heat Pump Air Source Heat Pump Water Heaters Air to Water Heat Pump
15kw Monoblock Heatpump Evi DC Inverter R32 Heating Heat Pump Air Source Heat Pump Water Heaters Air to Water Heat Pump