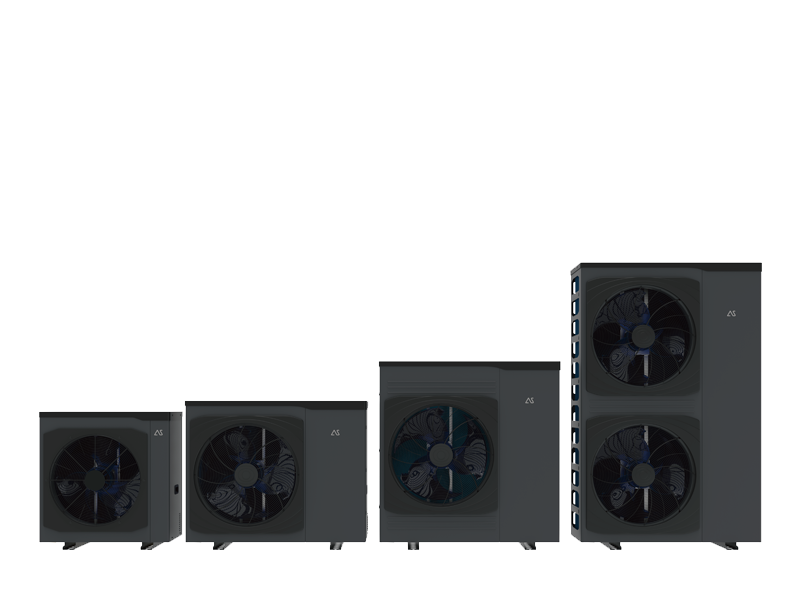
The global HVAC (Heating, Ventilation, and Air Conditioning) industry is undergoing a seismic shift. As nations strive to meet "Net Zero" carbon targets, the Wall Mounted Heat Pump has emerged as a critical technology in the decarbonization of residential and commercial buildings. Unlike traditional bulky units, wall-mounted systems offer a compact, high-efficiency alternative that integrates seamlessly into modern architectural designs.
In Europe, the REPowerEU plan is driving an unprecedented demand for air-to-water heat pumps, particularly those utilizing eco-friendly refrigerants like R290 (Propane). In North America, the Inflation Reduction Act (IRA) provides significant incentives for homeowners to switch from gas furnaces to electric heat pumps. Meanwhile, in the Asia-Pacific region, rapid urbanization and a growing middle class are fueling the need for intelligent, space-saving climate control solutions. As a leading China heat pump factory, we are at the epicenter of this manufacturing revolution, providing the scale and innovation required to meet this surging global demand.
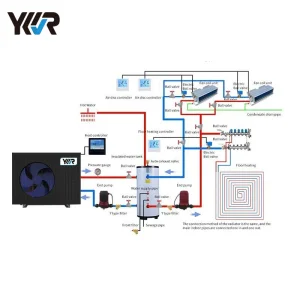
Modern wall-mounted heat pumps are no longer standalone appliances. They are part of a Smart Home Ecosystem. With built-in WiFi and AI-driven algorithms, our units can predict weather changes and adjust heating curves automatically, optimizing energy consumption in real-time.
The industry is moving away from HFCs. R290 (Propane) is the new gold standard. It offers excellent thermodynamic properties and a Global Warming Potential (GWP) of almost zero, making it future-proof against tightening environmental regulations.
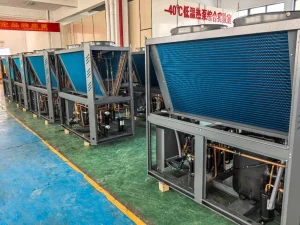
Advanced EVI (Enhanced Vapor Injection) technology now allows heat pumps to operate efficiently at ambient temperatures as low as -35°C. This has opened up massive markets in Northern Europe, Canada, and Northern China.
Global distributors and HVAC contractors look for three things: Reliability, Scalability, and Cost-Efficiency. China's sophisticated supply chain in Foshan and Guangdong provides an unmatched advantage. We offer:
In Germany and Poland, our Monoblock units are the preferred choice for retrofitting old gas-heated apartments. In Southeast Asia, our heat pumps are integrated with solar PV panels to provide free hot water for luxury villas. In Commercial settings, our cascade systems power hotels and swimming pools with industrial-grade efficiency.
Guangdong Retro Pumps Co., Ltd. is a professional technology enterprise specializing in the research, development, manufacturing, and sales of advanced heat pump systems. The company is dedicated to creating sustainable and eco-friendly living environments by delivering energy-efficient, intelligent, and low-carbon heating and cooling solutions to global customers.
Founded in 2022 and headquartered in Foshan, Guangdong Province, Retro Pumps has rapidly developed into a modern and innovative manufacturer. The company is equipped with state-of-the-art facilities, including advanced water system laboratories, environmental simulation testing rooms, pilot production workshops, electrical assembly lines, and comprehensive supporting production units. These facilities ensure strict quality control and continuous product innovation.
Retro Pumps is driven by a highly experienced leadership team whose members come from Fortune 500 companies and leading enterprises in the HVAC and renewable energy industries. With strong technical expertise and access to extensive industry resources, the company maintains a solid foundation for technological advancement and sustainable growth.
The company places great emphasis on research and innovation, continuously investing in new technologies such as inverter-driven systems, smart control solutions, and environmentally friendly refrigerants. Its product portfolio includes residential, commercial, and industrial heat pump systems designed to meet diverse climate and application needs.
As a professional heat pump supplier and service provider, Retro Pumps is committed to delivering low-carbon, intelligent, and high-efficiency products while building long-term partnerships with customers worldwide.
To collaboratively create eco-friendly living environments and contribute to a greener, more sustainable future through innovative thermal energy solutions.
Innovation, Quality, Sustainability, and Customer-Centric Service.

By combining cutting-edge technology with a strong commitment to environmental responsibility, Guangdong Retro Pumps Co., Ltd. strives to become a trusted global brand in the heat pump industry.
Our engineering team, led by veterans from the world's top HVAC brands, focuses on the intersection of thermodynamics and digital intelligence. We don't just build hardware; we develop the proprietary control logic that makes our DC Inverter systems more responsive and durable than standard market offerings. Our Foshan-based R&D center is equipped with enthalpy difference labs that simulate extreme global climates, from the humid tropics to the freezing Siberian plains.
As a premier China heat pump supplier, quality is our lifeline. Every unit undergoes a rigorous 5-step testing process: component inspection, vacuum leakage testing, electrical safety verification, performance simulation, and final noise level checks. We hold certifications that matter to your market, ensuring that our products are eligible for local government subsidies and rebates.
We practice what we preach. Our factory utilizes energy-efficient lighting, waste-heat recovery systems in the production line, and a strict recycling program for metallic and electronic components. By choosing Retro Pumps, you are partnering with a supplier that values the environment as much as you do.
We understand that for B2B partners, the sale is just the beginning. We provide detailed technical manuals, video installation guides, and remote diagnostic support. Our modular design ensures that if a component needs replacement, it can be done quickly and easily, minimizing downtime for the end-user.
Built with world-class compressors (Panasonic/Mitsubishi) and high-quality heat exchangers for a 15+ year lifespan.
Achieving SCOP ratings above 5.0, our systems turn 1kW of electricity into over 5kW of heating energy.
Advanced sound insulation and brushless DC fans ensure our wall-mounted units operate as quietly as a library whisper.